Полуавтомат шлицешлифовальный ВЗ-729Ф4 с ЧПУ (Siemens)

 фото №1")
23 705 644 руб.
с НДС - на 22.12.2024 г.
| Модель: |  |
ВЗ-729Ф4 |
| Артикул: | |
ВЗ-729Ф4 |
| Производитель: | Белоруссия |
|
| Изготовитель: |  |
Белоруссия |
- Описание
- Комментарии
- Отзывы
Полуавтомат шлицешлифовальный ВЗ-729Ф4 предназначен для шлифования на деталях шлицев прямого и эвольвентного профиля. Шлифование шлицев осуществляется с применением смазочно-охлаждающей жидкости абразивными шлифовальными кругами с непосредственной их правкой на станке.
Особенности
Технические возможности станка позволяют осуществлять с использованием дополнительных опций операции шлифования пазов делительных дисков, прямозубых цилиндрических зубчатых колес и другие подобные операции.
Система ЧПУ
Станок комплектуется устройством ЧПУ SINUMERIK 840 DsL которое обеспечивает:
- высокое качество управления, надежную и бесперебойную работу;
- решение множества задач обработки от позиционирования осей до осуществления любого движения с использованием интерполяции;
- свободное программирование.
Компоновка станка
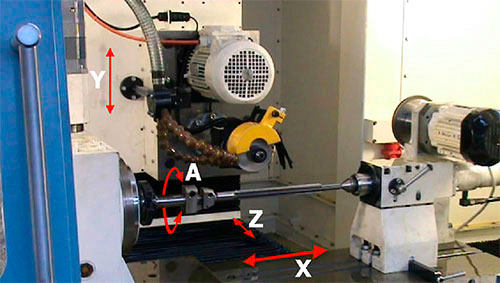
Станок выполнен в горизонтальной компоновке с подвижным в продольном направлении столом (ось Х). На столе установлена бабка изделия (ось А) с обрабатываемой заготовкой, задняя бабка, механизм правки шлифовального круга. Шлифовальная бабка со шлифовальным шпинделем размещена сверху над изделием, с возможностью поперечного (ось Z) и вертикального (ось Y) перемещений. Рабочая зона станка полностью закрыта ограждением кабинетного типа с раздвижными и монтажными дверцами. Внутри ограждения установлен светильник для освещения рабочей зоны.
Бабка изделия (ось А)
Вращение шпинделя бабки изделия осуществляется от встроенного высокомоментного синхронного электродвигателя. Шпиндель смонтирован на специальном упорно-радиальном подшипнике. Датчик контроля угла поворота установлен непосредственно на шпинделе. Конструктивное устройство бабки изделия обеспечивает наивысшую точность поворота, надежность и долговечность.

Стол (ось Х), вертикальная (ось Y) и поперечная (ось Z) каретки шлифовальной бабки
Перемещения стола (ось Х), шлифовальной бабки по осям Y, Z осуществляется от синхронных электродвигателей с цифровыми приводами через беззазорные прецизионные шариковинтовые передачи по замкнутым, с предварительным натягом, линейным направляющим качения, сочетающими в себе высокую несущую способность, легкость и точность хода.
Бабка шлифовальная
Бабка шлифовальная установлена на каретке вертикального перемещения (ось Y). Головка шлифовальная установлена в корпусе бабки шлифовальной. Шпиндель шлифовальной головки смонтирован с применением прецизионных дуплексных (с предварительным натягом) радиально-упорных шариковых подшипников. Скорость вращения шпинделя шлифовальной головки регулируется бесступенчато с помощью частотного преобразователя.
Механизм правки шлифовального круга
Правка шлифовального круга осуществляется алмазным роликом в автоматическом режиме с автоматической компенсацией износа шлифовального круга. Механизм правки состоит из: приводного асинхронного электродвигателя, прецизионного шпинделя и корпуса. Скорость вращение шпинделя регулируется бесступенчато при помощи частотного преобразователя.

Система ориентации заготовки
Система выполнена на базе трехмерного контактного датчика и посредством координатных перемещений станка в автоматическом режиме, в соответствии с управляющей программой осуществляет следующие функции: производит привязку заготовки (угловую и осевую) к станочной системе координат.
Система подачи и очистки СОЖ
Система очистки СОЖ выполнена с применением сепаратора барабанного типа DF-360, что обеспечивает эффективную очистку СОЖ на масляной основе.

Система отсоса аэрозолей
Применение системы отсоса и фильтрации аэрозолей из рабочей зоны обеспечивает гигиенические нормы при работе полуавтомата.

Система подготовки управляющих программ
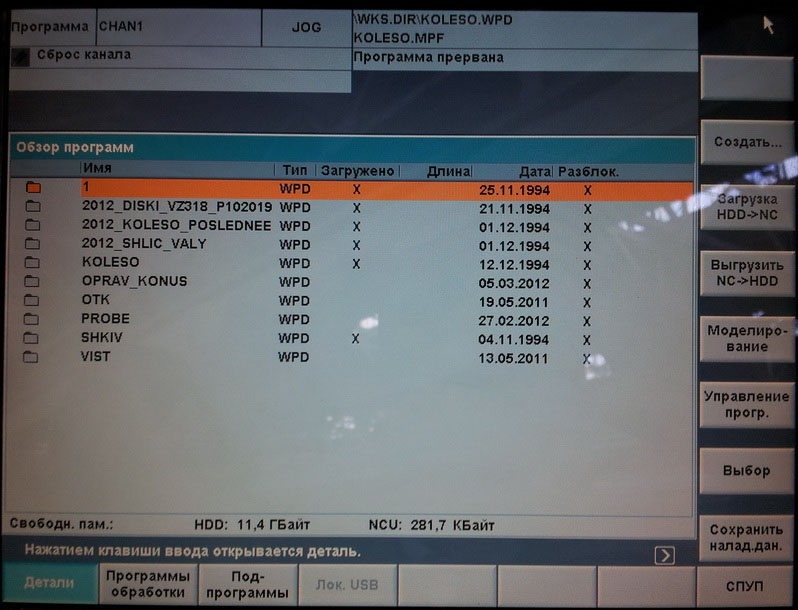
В комплект поставки шлицешлифовального станка входит система подготовки управляющих программ (СПУП), предназначенная для автоматизированного формирования управляющих программ (УП) для станка. СПУП представляет собой Windows-приложение и может работать как на персональном компьютере, входящем в состав ЧПУ станка, так и на внешнем персональном компьютере. В первом случае кнопка запуска СПУП встраивается в стандартный интерфейс ЧПУ Sinumeriк HMI (рис. 1).
|
| Рис. 1 |
Окно программы после запуска СПУП представлено на рис. 2.
|
| Рис. 2 |
Для формирования УП необходимо последовательно пройти этапы, соответствующие кнопкам в нижней части окна (рис. 2):
- "Параметры" (ввод геометрических параметров инструмента);
- "Круг, ролик" (ввод геометрических параметров шлифовальных кругов);
- "Технология" (ввод технологических режимов);
- "Формирование УП" (формирование текста УП и запись ее в файл);
- "Выход" (выход из СПУП).
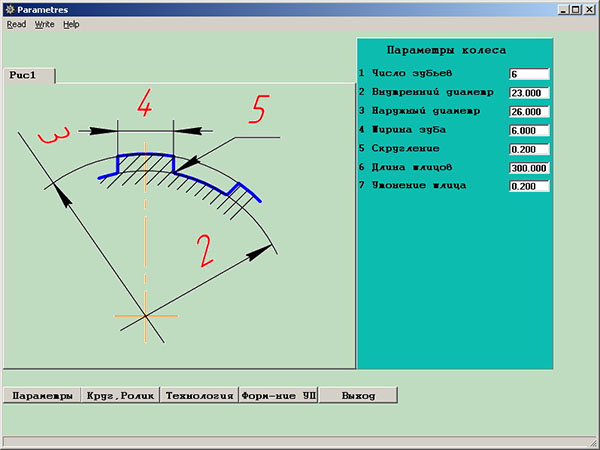
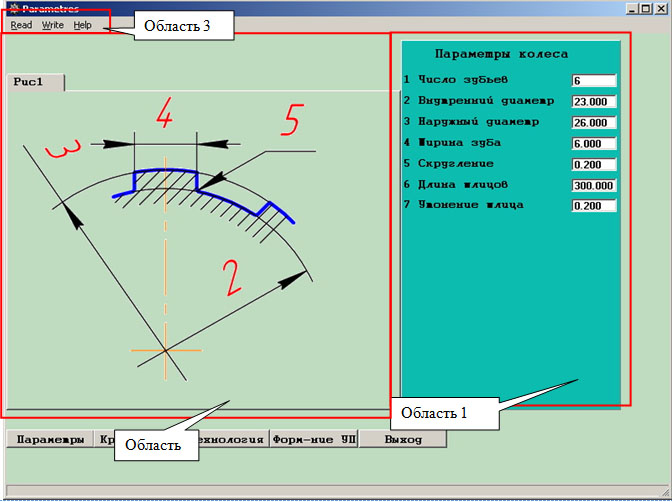
Ввод геометрических параметров шлица.
Окно ввода геометрических параметров разделено на ряд областей (рис. 3).
- область ввода параметров (область 1);
- вкладки с рисунками, объясняющими геометрический смысл вводимых параметров (область 2);
- меню окна "Параметры" (область 3).
|
| Рис. 3 |
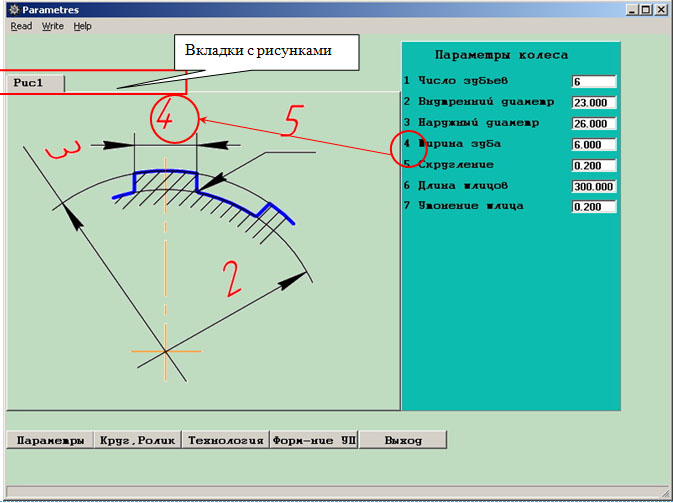
Каждый вводимый параметр пронумерован. По этому номеру можно определить геометрический смысл этого параметра на одном из рисунков, находящихся на вкладках (рис. 4).
|
| Рис. 4 |
С чертежа необходимо ввести следующие параметры шлица:
- Число зубьев
- Внутренний диаметр
- Наружный диаметр
- Ширина зуба
- Радиус закругления во впадине
- Длина шлица
- Утонение зуба
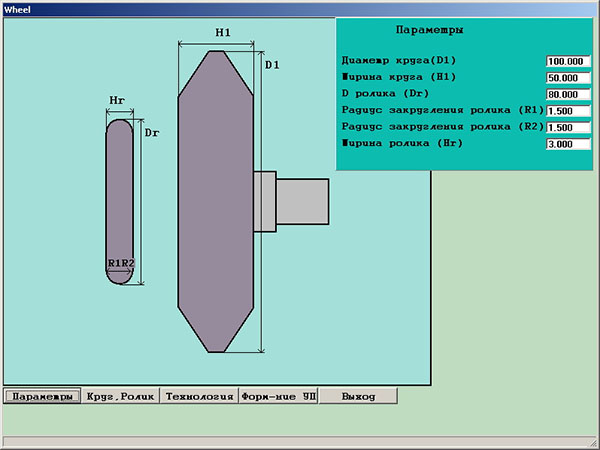
Ввод параметров шлифовального круга и правящего ролика.
|
| Рис. 5 |
Необходимо ввести следующие параметры шлифовального круга и правящего ролика (см. рис. 5):
- Диаметр шлифовального круга
- Ширина шлифовального круга
- Диаметр ролика
- 1-й радиус закругления ролика
- 2-й радиус закругления ролика
- Ширина ролика
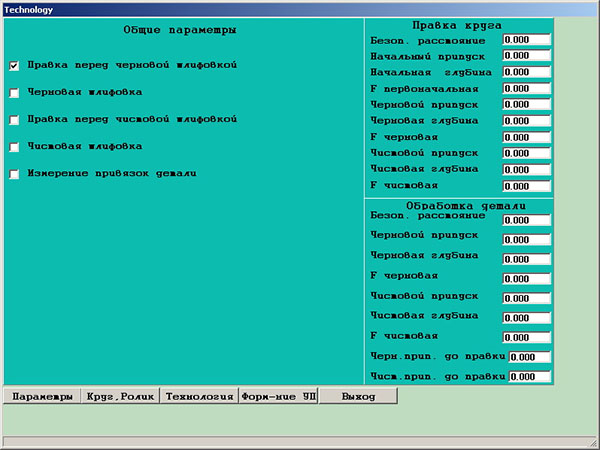
Ввод технологических параметров.
|
| Рис. 6 |
К технологическим параметрам относятся: признаки обработки, режимы шлифования, режимы правки (см. рис. 6).
Признаки обработки это переключатели, которые определяют какие технологические переходы будут выполняться в данный момент (черновая обработка, чистовая обработка, правка перед черновой обработкой, правка перед чистовой обработкой). Признаки обработки можно комбинировать.
При черновой обработке подача на глубину резания происходит после каждого двойного хода, а деление на следующий зуб после того, как будет снят весь припуск с одного зуба. При чистовой обработке деление происходит после каждого двойного хода, а подача на глубину резания после каждого полного оборота колеса.
- Режимы шлифования:
- Безопасное расстояние;
- Черновой припуск (припуск снимаемый с колеса при черновой обработке)
- Черновая глубина (величина съема за 1 двойной ход при черновой обработке)
- F черновая (контурная скорость при черновой обработке)
- Чистовой припуск (припуск снимаемый с колеса при чистовой обработке)
- Чистовая глубина (величина съема за 1 двойной ход при чистовой обработке)
- F чистовая (контурная скорость при чистовой обработке)
- Черновой припуск до правки (величина снятого металла после, которой произойдет правка круга в цикле черновой обработки)
- Чистовой припуск до правки (величина снятого металла после, которой произойдет правка круга в цикле чистовой обработки)
- Режимы правки:
- Безопасное расстояние;
- Начальный припуск (припуск снимаемый с круга при правке перед обработкой)
- Начальная глубина (съем со шлифовального круга за 1 проход при правке перед обработкой)
- F первоначальная (контурная скорость при правке перед обработкой)
- Черновой припуск (припуск снимаемый с круга при правке в цикле черновой обработки)
- Черновая глубина (съем со шлифовального круга за 1 проход при правке в цикле черновой обработки)
- F черновая (контурная скорость при правке в цикле черновой обработки)
- Чистовой припуск (припуск снимаемый с круга при правке в цикле чистовой обработки)
- Чистовая глубина (съем со шлифовального круга за 1 проход при правке в цикле чистовой обработки)
- F чистовая (контурная скорость при правке в цикле чистовой обработки)
Чтение и запись исходных данных.
Введенные параметры колеса, шлифовального круга, технологические параметры можно сохранить в файле на жестком диске. Для этого используется пункт меню "Read" на вкладке параметров колеса (рис. 2). Исходные данные, сохраненные в файле на жестком диске, затем можно прочитать. Для этого используется пункт меню "Write".
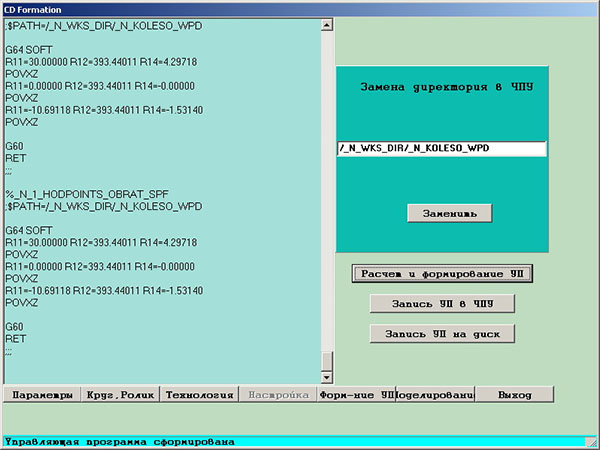
Формирование УП.
|
| Рис. 7 |
При нажатии на кнопку "Расчет и формирование УП" происходит формирование управляющей программы для обработки конкретной шестерни (рис. 7). Текст УП можно просмотреть в окне слева.
При нажатии на кнопку "Запись УП в ЧПУ" сформированная УП записывается непосредственно в память ЧПУ и главная программа УП становится активной. После этого оператору для запуска УП достаточно нажать кнопку "Cycle Start".
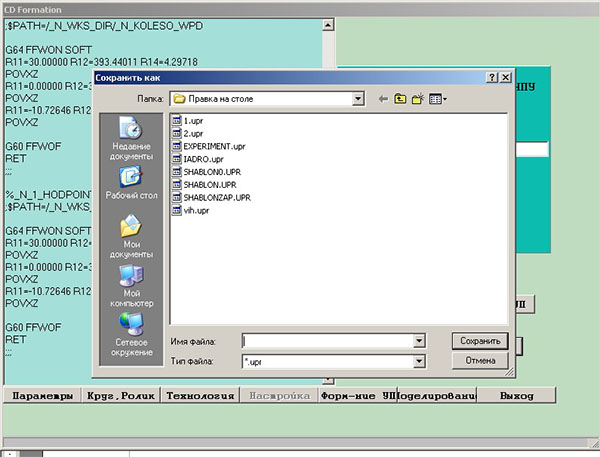
При нажатии на кнопку "Запись УП" сформированная УП записывается в файл на жестком диске. Имя файла УП указывается в стандартном окне Windows "Сохранить как" (рис. 8).
|
| Рис. 8 |
Технические характеристики ВЗ-729Ф4 |
|
|---|---|
| Характеристика | Значение |
| Наибольшие размеры устанавливаемой заготовки: | |
| - длина, мм | 600 |
| - диаметр, мм | 250 |
| Размеры обрабатываемых поверхностей: | |
| - наибольшая длина, мм | 400 |
| - наибольший диаметр, мм | 200 |
| - наименьший диаметр, мм | 10 |
| - наибольший модуль/высота паза, мм | 1…6/2…15 |
| - максимальная масса обрабатываемой детали, кг | 150 |
| Размеры устанавливаемого шлифовального круга: | |
| - наибольший диаметр, мм | 100* |
| - наименьший диаметр, мм | 70* |
| - Частота вращения шлифовального круга мин-1 | 4000…8000* |
| - Количество управляемых осей | 4 |
| Наибольшие рабочие перемещения: | |
| - ось Х, мм | 600 |
| - ось Y, мм | 300 |
| - ось Z, мм | 300 |
| - ось A, град. | не ограничен |
| Наибольшие скорости перемещения рабочих органов: | |
| - ось Х, м/мин | 10 |
| - ось Y, м/мин | 5 |
| - ось Z, м/мин | 5 |
| - ось A, об/мин | 30 |
| Дискретность задания перемещений по осям координат: | |
| - линейных, мм | 0,001 |
| - круговой, град. | 0,001 |
| - Шероховатость обрабатываемой поверхности шлица | Ra 0,80 |
| Электропитание, габариты, масса: | |
| - Мощность электродвигателя главного движения, кВт | 3 |
| - Род тока питающей электросети | перем. 3-фазный |
| - Напряжение, В | 380 |
| Частота тока, Гц | 50 |
| Габаритные размеры станка (LхBхH*), мм | 3000х2600х2350 |
| Масса, кг | 7500 |
* уточняется при согласовании Технического Задания.
Комплект поставки
- Бабка изделия
- Задняя бабка
- Механизм правки
- Устройство ориентации заготовки.
- Установка подачи и очистки СОЖ.
- Система отсоса аэрозолей из рабочей зоны
- Комплект оправок для шлифовальных кругов
- Комплект защитных кожухов для шлифовальных кругов
- Комплект оснастки для крепления деталей
- Комплект специального инструмента для обслуживания станка
- Комплект запасных частей
- Система подготовки управляющих программ для шлифования шлицев: шлифование прямобочных шлицев и шлифование эвольвентных шлицев.
- Алмазный ролик
- Комплект эксплуатационной (технической) документации на русском языке: руководство по эксплуатации; руководство по эксплуатации электрооборудования;
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.Разметить комментарий или вопрос